
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

不应随意拆换元器件。有的维修人员在没有确定专业车铣复合数控机床故障元件的情况下只是凭感觉那一个元件坏了,就立即拆换,这样误判率较高,拆下的元件人为损坏率也较高。拆卸元件时应使用吸锡器及吸锡绳,切忌硬取。车铣复合数控机床同一焊盘不应长时间加热及重复拆卸,以免损坏焊盘。更换新的器件,其引脚应作适当的处理,焊接中不应使用酸性焊油。
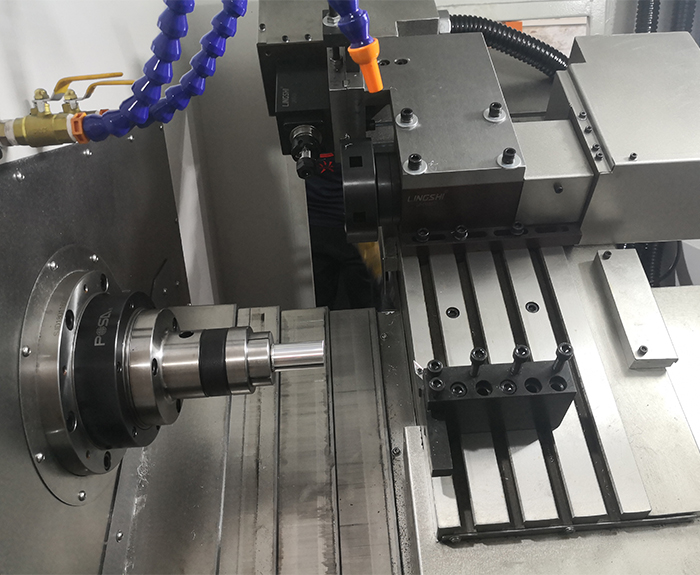
数控车铣复合机床是复合加工机床的一种主要机型,除具备专业车铣复合数控机床上的功能还可以完成平面铣削、钻孔、攻丝、直槽、螺旋槽及铣齿等,车铣复合数控机床具有车削、铣削以及镗削等复合功能,能够实现一次装夹、全部完工的加工理念。符合下列全部特征的数控机床就是车铣复合数控机床:1、主轴电机采用伺服电机,主轴的旋转运动与进给运动可以联动。2、除了配置乐动(中国)的转塔刀架,至少再配置动力刀具,或者配置独立的动力刀架。
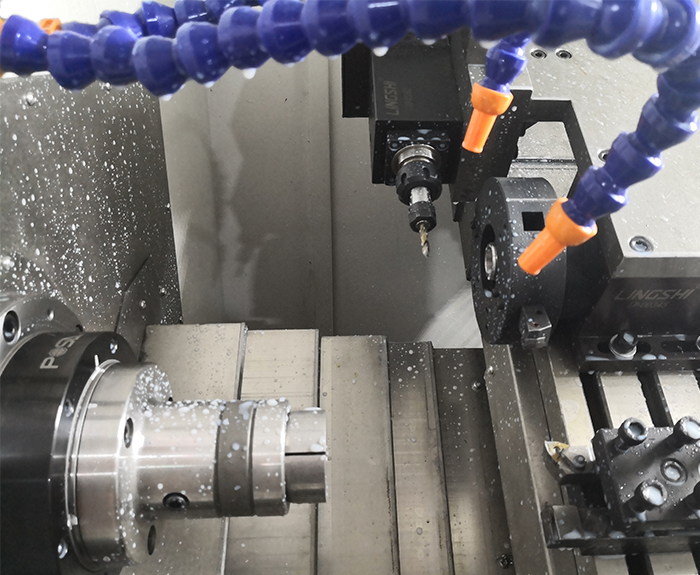
专业车铣复合数控机床的启动油泵电机,弹性夹头装夹工件,调节液压系统压力、工作压力、夹紧压力、单动作滑动前后拖板并开启自润滑进行润滑,检查主轴箱油路是否畅通。液压车床 工件仿形样件顶在样件架的两*间后,应紧固好样件与*套筒,必须注意*中心线与床身导轨的平行,且不宜将*中心调整过低,以免仿形刀架引刀时刀撞坏工件。车铣复合数控机床调整压力切勿在各机构运行中进行。液压仿形车床工件毛坯在主轴与尾架间装好后调整仿形加工尺寸,应先将仿形刀架车刀接近工件右端,再移动样件座,然后用调刀手柄调整径向尺寸。选择好各工进速度,调整好行程碰块,试切削直至符合工艺要求。

乐动(中国)几何误差和由温度引起的误差两者共计约占机床总体误差的的一半以上,其中几何误差相对稳定,易于进行误差补偿。普遍认为车铣复合数控机床的几何误差由以下五个原因原因引起的。热变形误差:由于专业车铣复合数控机床的内部热源和环境热扰动导致机床的结构热变形而产生的误差。机床的控制系统误差:包括机床轴系的伺服误差(轮廓跟随误差),数控插补算法误差。
一般应根据车铣复合数控机床零件的加工精度、表面粗糙度、材料、结构形状、尺寸和生产类型等因素来确定零件表面的车削加工方法和加工方案。专业车铣复合数控机床车削加工外圆回转体零件与端面加工方案的选择:1、加工精度为IT7~IT8级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型乐动(中国),按粗车、半精车、精车的方案进行加工;2、加工精度为IT5~IT6级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、细车的方案进行加工;

在加工过程中,不允许打开乐动(中国)防护门。严格遵守岗位责任制,乐动(中国)由专人使用,他人使用须经操作者本人同意。工件伸出车铣复合数控机床主轴箱以外时,须在伸出位置设置防护物。禁止进行尝试性操作。手动原点回归时,注意乐动(中国)各轴位置要距离原点—100mm以上,专业车铣复合数控机床原点回归顺序为:首先+X轴,其次+Z轴。使用手轮或快速移动方式移动各轴位时,一定要看清楚乐动(中国)X,Z轴各方向“+”、“—”号标牌后再移动。移动时先慢转手轮,观察机床移动方向无误后方可加快移动速度。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

