
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

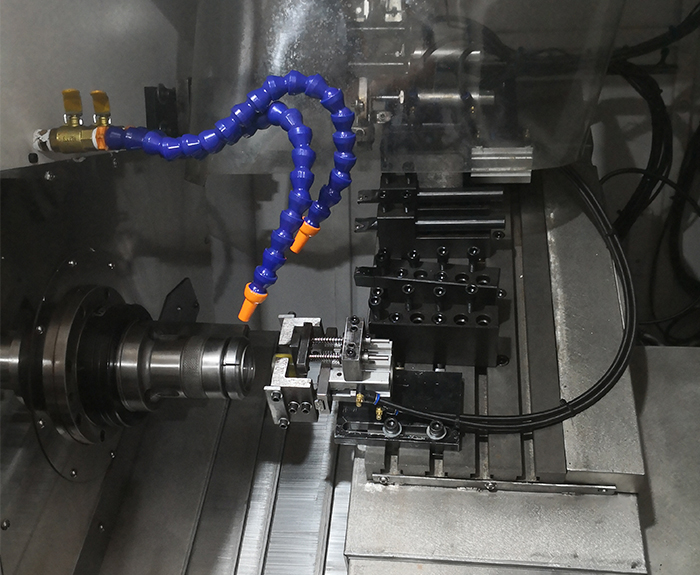
数控机床的工序:可以车削一切黑色金属、有色金属及各种工程等。 机床有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。专业数控机床采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。控制系统具有自诊断及完善的报警功能。自动液压车床能实现零件简单工序的全自动加工,能加工外圆、内圆、切断、端面、割槽、车锥度、钻孔、铰孔、攻螺纹、铣削、磨削等

乐动(中国)几何误差和由温度引起的误差两者共计约占机床总体误差的的一半以上,其中几何误差相对稳定,易于进行误差补偿。普遍认为数控机床的几何误差由以下五个原因原因引起的。热变形误差:由于专业数控机床的内部热源和环境热扰动导致机床的结构热变形而产生的误差。机床的控制系统误差:包括机床轴系的伺服误差(轮廓跟随误差),数控插补算法误差。

精密乐动(中国)强迫振动的原因及解决方法:主要原因,旋转部件的偏心质量产生的离心力。在数控机床运动转移过程中传递部分错误。切割过程中的间隙特性。化解之道:减少激振力。如果专业数控机床旋转部件精确平衡,则执行电机转子,滑轮和卡盘的静平衡测试,以提高装配精度。改善工艺系统的刚度和阻尼。增加车床系统的刚度和阻尼可以提高抗振性和减少振动。
数控机床是指能够完成车工又能完成铣工的机床。即能当车床又当铣床,现在的立式加工中心和卧式加工中心都属于车铣钻镗复合机床。目前的专业数控机床主要表现为2种不同的类型,一种是以能量或运动方式为基础的不同加工方法的复合;另一种是以工序集中原则为基础的、以机械加工工艺为主的复合,车铣复合加工是近年来该领域发展迅速的加工方式之一。

数控机床专用夹具由底座:1、支架2及浮动夹头3三部分组成,两个支架固定在底座上,作为工件定位基准面的两段轴颈放在支架的两个V形块上,V形块镶有硬质合金,以进步耐磨性,并减少对工件轴颈的划痕,专业数控机床工件的中心高应正好即是磨头砂轮轴的中心高,否则将会使锥孔母线呈双曲线,影响内锥孔的接触精度。后真个浮动卡头用锥柄装在磨床主轴的锥孔内,工件尾端插于弹性套内,用弹簧将浮动卡头外壳连同工件向左拉,通过钢球压向镶有硬质合金的锥柄端面,限制工件的轴向窜动,采用这种联接方式,可以保证工件支承轴颈的定位精度不受内圆磨床主轴回转误差的影响,也可减少机床本身的振动对加工质量产生的影响,确保加工的精度质量。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

