
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

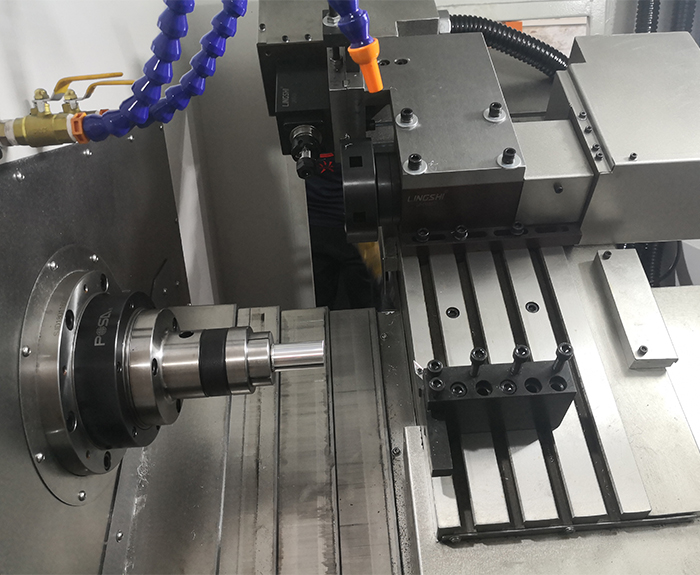
精密数控机床的工序:可以车削一切黑色金属、有色金属及各种工程等。 机床有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。供应精密数控机床采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。控制系统具有自诊断及完善的报警功能。自动液压车床能实现零件简单工序的全自动加工,能加工外圆、内圆、切断、端面、割槽、车锥度、钻孔、铰孔、攻螺纹、铣削、磨削等

特别注意斜床乐动(中国)的7点操作:1.带斜床的精密数控机床在加工过程中不得移动传动手柄,以免损坏齿轮。2.供应精密数控机床加工过程中应盖上防护门。3.如果发现任何异常,我们必须集中精力并立即停止,以免损坏设备。4.装卸工件和切割工具时,严禁用重物敲打简易乐动(中国)零件。5.确保在机器停止后测量工件,检查切刀并安装工件。6.严禁操作带手套的简易乐动(中国)。7.当操作员离开斜床NC车床时,必须停止车床的操作。

在加工过程中,不允许打开乐动(中国)防护门。严格遵守岗位责任制,乐动(中国)由专人使用,他人使用须经操作者本人同意。工件伸出精密数控机床主轴箱以外时,须在伸出位置设置防护物。禁止进行尝试性操作。手动原点回归时,注意乐动(中国)各轴位置要距离原点—100mm以上,供应精密数控机床原点回归顺序为:首先+X轴,其次+Z轴。使用手轮或快速移动方式移动各轴位时,一定要看清楚乐动(中国)X,Z轴各方向“+”、“—”号标牌后再移动。移动时先慢转手轮,观察机床移动方向无误后方可加快移动速度。
精密数控机床在加工过程中的振动会使工件表面发生颤动,返工率高,废品率高,并伴有刀具抖动现象。供应精密数控机床的振动一般分为三种:自由振动,强迫振动和自激振动。自由振动是由物体的初始激发(通常是脉冲)引起的一种振动。这种振动依赖于初始激励同时获得振动能量,且过程受到限制,因此不会对乐动(中国)造成损坏。因此,通常不考虑自由振动对乐动(中国)的影响。

一般应根据精密数控机床零件的加工精度、表面粗糙度、材料、结构形状、尺寸和生产类型等因素来确定零件表面的车削加工方法和加工方案。供应精密数控机床车削加工外圆回转体零件与端面加工方案的选择:1、加工精度为IT7~IT8级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型乐动(中国),按粗车、半精车、精车的方案进行加工;2、加工精度为IT5~IT6级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、细车的方案进行加工;
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

