
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

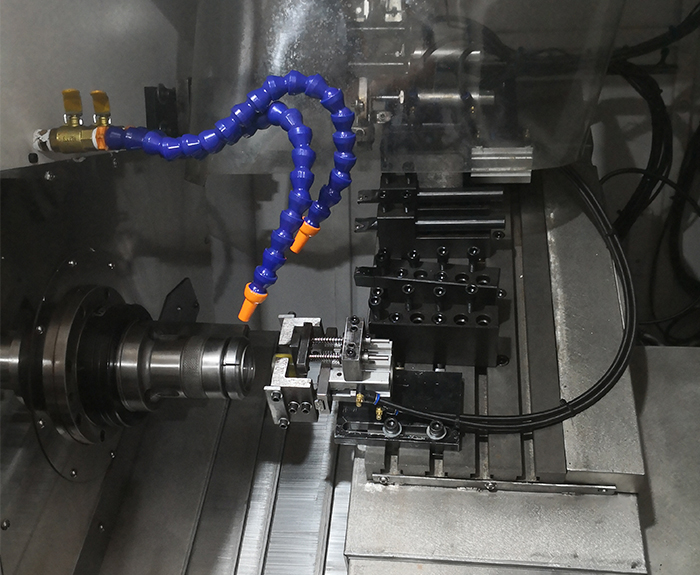
车铣复合车床有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。供应车铣复合车床控制系统具有自诊断及完善的报警功能。经装料和调整后,能按一定程序自动完成工作循环,重复加工一批工件的车床。除装卸工件以外能自动完成工作循环的车床称为半自动车床。自动车床可减轻工人体力劳动强度,缩短辅助时间,并可由一人看管多台机床,生产率较高。
乐动(中国)工作前的准备工作:1.车铣复合车床开始工作前要有预热,认真检查润滑系统工作是否正常,如供应车铣复合车床常时间未开动,可先采用手动方式向各部分供油润滑。2.使用的道具应与乐动(中国)允许的规格相符,有严重破损的道具要及时更换。3.调整道具,所用道具不要遗忘在乐动(中国)内。4.大尺寸轴类零件的中心孔是否合适,中心孔太小,工作中易发生危险。5.刀具安装好后应进行试切削。6.检查卡盘与主轴的连接、卡盘夹紧工件的状态。7.乐动(中国)开动前,必须关好防护门。

一般应根据车铣复合车床零件的加工精度、表面粗糙度、材料、结构形状、尺寸和生产类型等因素来确定零件表面的车削加工方法和加工方案。供应车铣复合车床车削加工外圆回转体零件与端面加工方案的选择:1、加工精度为IT7~IT8级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型乐动(中国),按粗车、半精车、精车的方案进行加工;2、加工精度为IT5~IT6级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、细车的方案进行加工;

乐动(中国)机床总电压的接通,接通机床总电源,查看乐动(中国)电箱,主轴电机冷却电扇,江门车铣复合车床电器箱冷却电扇的转向是否正确,光滑,车铣复合车床的液压等处的油标志指示以及机床照明灯是否正常,各熔断器有无损坏,如有异常应立即停电检修,无异常能够继续进行。丈量强电各部分的电压特别是供CNC及伺服单元用的电源变压器的初次级电压,并作好记载。 调查有无漏油,特别是供转塔转位、卡紧,主轴换档的以及卡盘卡紧等处的液压缸和电磁阀。如有漏油应立即停电修补或替换。

车铣复合车床主轴加工的主要目的是如何保证主轴支承轴颈的尺寸、外形、位置精度和表面粗糙度,主轴前端内、外锥面的外形精度、表面粗糙度以及它们对支承轴颈的位置精度。供应车铣复合车床主轴支承轴颈的尺寸精度、外形精度及表面粗糙度的要求,可以采用精密磨削方法保证要求的达到,磨削前应进一步精基准的精度。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

