
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

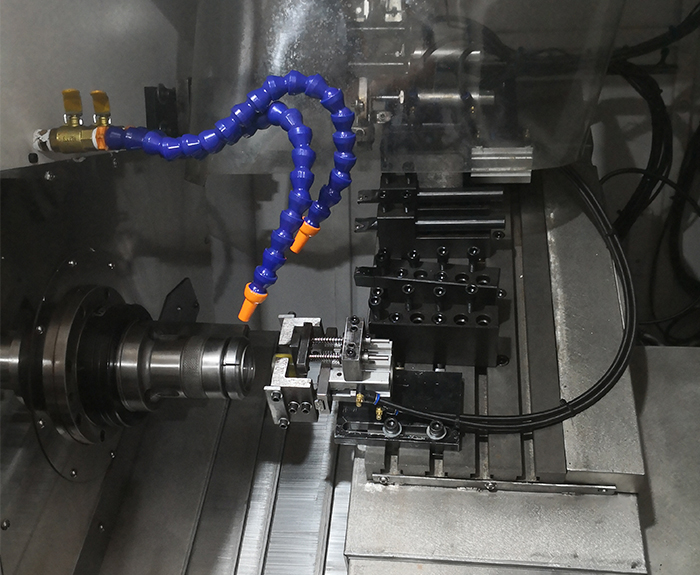
优质小型数控机床的启动油泵电机,弹性夹头装夹工件,调节液压系统压力、工作压力、夹紧压力、单动作滑动前后拖板并开启自润滑进行润滑,检查主轴箱油路是否畅通。液压车床 工件仿形样件顶在样件架的两*间后,应紧固好样件与*套筒,必须注意*中心线与床身导轨的平行,且不宜将*中心调整过低,以免仿形刀架引刀时刀撞坏工件。小型数控机床调整压力切勿在各机构运行中进行。液压仿形车床工件毛坯在主轴与尾架间装好后调整仿形加工尺寸,应先将仿形刀架车刀接近工件右端,再移动样件座,然后用调刀手柄调整径向尺寸。选择好各工进速度,调整好行程碰块,试切削直至符合工艺要求。

小型数控机床的特点与优势:1、减轻工人劳动强度,改善工作环境。2、一人可看多台,节省人力物力。3、只需人工将工件倒入振动盘等自动送料机构即可完成工件的全自动加工,去除人为情绪等影响。4、优质小型数控机床加工效率高,自动装夹速度快。5、可实现24小时不间断加工。6、适合工件的大批量生产。
小型数控机床的电气故障以故障发生的部位,分为硬件故障和软件故障。硬件故障是指电子、电器件、印制电路板、电线电缆、接插件等的不正常状态甚至损坏,这是需要修理甚至更换才可排除的故障。而软件故障一般是指plc逻辑控制程序中产生的故障,需要输入或修改某些数据甚至修改plc程序方可排除的故障。优质小型数控机床零件加工程序故障也属于软件故障。zui严重的软件故障则是数控系统软件的缺损甚至丢失,这就只有与生产厂商或其服务机构解决了。由于故障点的不同,解决故障的方法也有很多,下面我们根据其中一种故障来说明一下其中的一种解决方法。

还有一些方法可以区分小型数控机床的工作程序。首先,采用集中式刀具排序的方法。也就是说,应根据所使用的切割工具区分工作程序。应使用相同的切削工具来完成可以完成的所有零件。当使用第二或第三切削工具时,可以完成所有零件。结果,不仅可以减少对工具更换次数的怀疑,而且可以缩短气道的时间。优质小型数控机床更大的优点是可以减少许多不必要的定位误差。然后是处理部分排序方法,它指的是那些处理内容较多的部分。该分选方法根据其布局特征将处理部分分为若干部分,例如内部形状,形状,表面和平面。

乐动(中国)工作前的准备工作:1.小型数控机床开始工作前要有预热,认真检查润滑系统工作是否正常,如优质小型数控机床常时间未开动,可先采用手动方式向各部分供油润滑。2.使用的道具应与乐动(中国)允许的规格相符,有严重破损的道具要及时更换。3.调整道具,所用道具不要遗忘在乐动(中国)内。4.大尺寸轴类零件的中心孔是否合适,中心孔太小,工作中易发生危险。5.刀具安装好后应进行试切削。6.检查卡盘与主轴的连接、卡盘夹紧工件的状态。7.乐动(中国)开动前,必须关好防护门。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

