
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

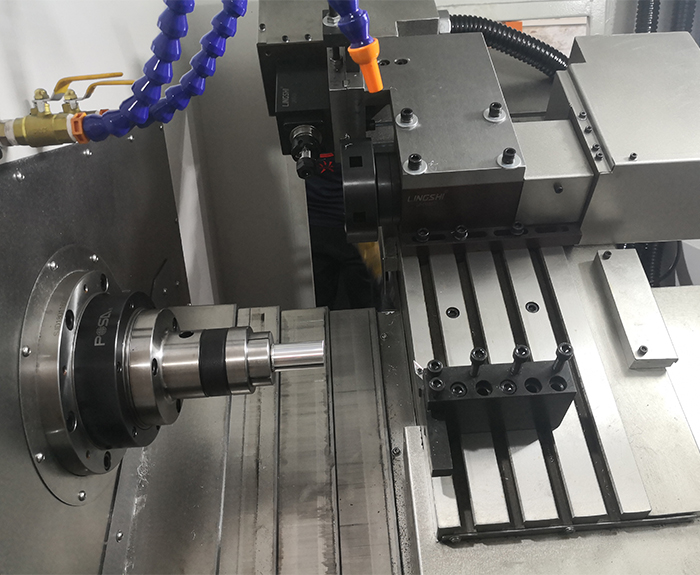
为了保证外锥面相对支承轴颈的位置精度,以及支承轴颈之间的位置精度,通常采用组合磨削法,在一次装夹中加工这些表面,小型数控机床上有两个独立的砂轮架,精磨在两个工位上进行,工位Ⅰ精磨前、后轴颈锥面,工位Ⅱ用角度成形砂轮,磨削供应小型数控机床主轴前端支承面和短锥面。主轴锥孔相对于支承轴颈的位置精度是靠采用支承轴颈A、B作为定位基准,而让被加工主轴装夹在磨床工作台上加工来保证,以支承轴颈作为定位基准加工内锥面,符合基准重合原则.在精磨前端锥孔之前,应使作为定位基准的支承轴颈A、B达到一定的精度.主轴锥孔的磨削一般采用专用夹具。

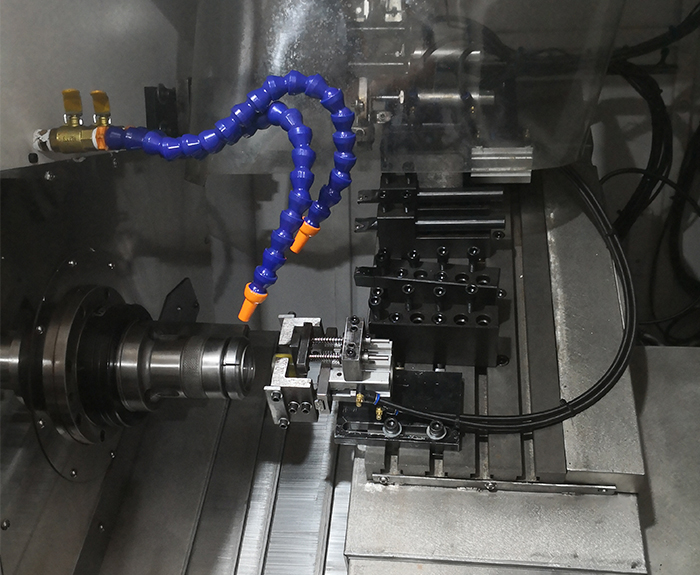
小型数控机床是指能够完成车工又能完成铣工的机床。即能当车床又当铣床,现在的立式加工中心和卧式加工中心都属于车铣钻镗复合机床。目前的供应小型数控机床主要表现为2种不同的类型,一种是以能量或运动方式为基础的不同加工方法的复合;另一种是以工序集中原则为基础的、以机械加工工艺为主的复合,车铣复合加工是近年来该领域发展迅速的加工方式之一。
在加工过程中,不允许打开乐动(中国)防护门。严格遵守岗位责任制,乐动(中国)由专人使用,他人使用须经操作者本人同意。工件伸出小型数控机床主轴箱以外时,须在伸出位置设置防护物。禁止进行尝试性操作。手动原点回归时,注意乐动(中国)各轴位置要距离原点—100mm以上,供应小型数控机床原点回归顺序为:首先+X轴,其次+Z轴。使用手轮或快速移动方式移动各轴位时,一定要看清楚乐动(中国)X,Z轴各方向“+”、“—”号标牌后再移动。移动时先慢转手轮,观察机床移动方向无误后方可加快移动速度。

数控车削加工内圆回转体零件加工方案的确定:1、加工精度为IT8~IT9级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型小型数控机床,按粗车、半精车、精车的方案进行加工;2、加工精度为IT6~IT7级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用供应小型数控机床,按粗车、半精车、精车、细车的方案进行加工;3、加工精度为IT5、表面粗糙度Ra<0.2μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、精密车的方案进行加工;
小型数控机床是一种液压进给自动车床而非普通的凸轮自动车,因其控制部分为程序控制故称之为程控液压自动车床。绍兴小型数控机床类型凸轮自动车适用对象多品种、多规格、中大批量的客户独立刀架2到6个液压自动车床装有2到6个独立刀架,每一个独立刀架上可以装多把刀具。导轨的进退采用油缸推进与退回,由特殊的阻尼缸作稳速控制。
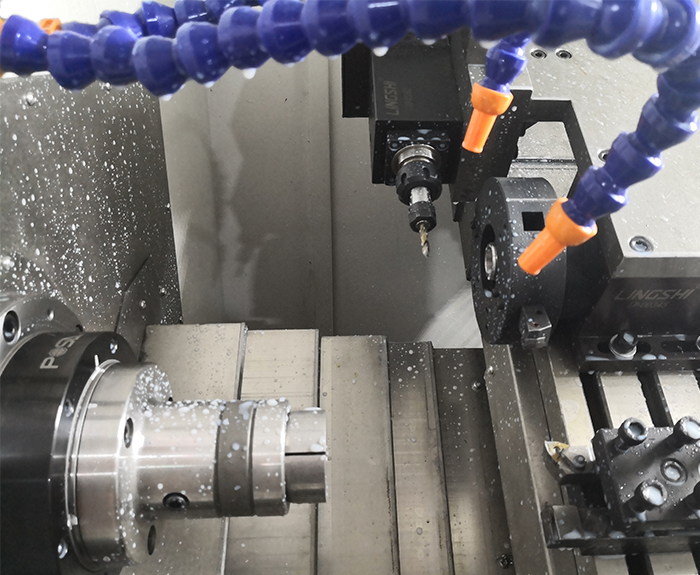
小型数控机床的原始制造误差:是指由组成机床各部件工作表面的几何形状、表面质量、相互之间的位置误差所引起的机床运动误差,是供应小型数控机床几何误差产生的主要原因。切削负荷造成工艺系统变形所导致的误差:包括机床、刀具、工件和夹具变形所导致的误差。这种误差又称为“让刀”,它造成加工零件的形状畸变,尤其当加工薄壁工件或使用细长刀具时,这一误差更为严重。机床的振动误差:在切削加工时,数控机床由于工艺的柔性和工序的多变,其运行状态有更大的可能性落入不稳定区域,从而激起强烈的颤振。导致加工工件的表面质量恶化和几何形状误差。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

