
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
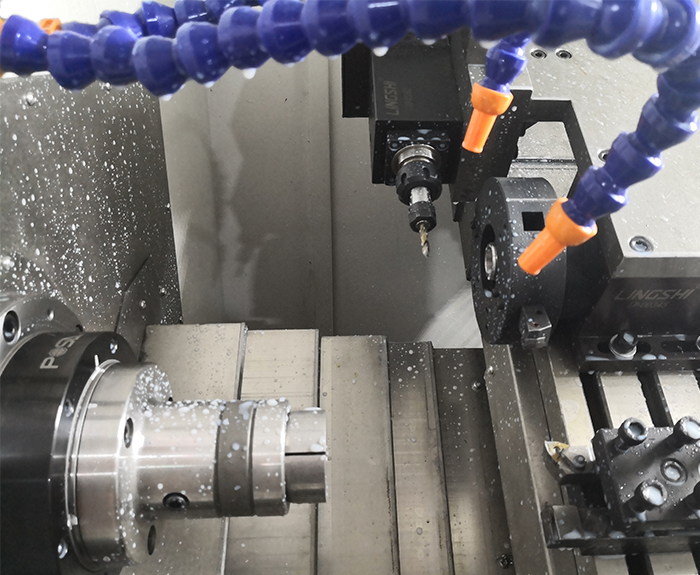
斜轨乐动(中国)的工序:可以车削一切黑色金属、有色金属及各种工程等。 机床有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。优质斜轨乐动(中国)采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。控制系统具有自诊断及完善的报警功能。自动液压车床能实现零件简单工序的全自动加工,能加工外圆、内圆、切断、端面、割槽、车锥度、钻孔、铰孔、攻螺纹、铣削、磨削等
乐动(中国)工作前的准备工作:1.斜轨乐动(中国)开始工作前要有预热,认真检查润滑系统工作是否正常,如优质斜轨乐动(中国)常时间未开动,可先采用手动方式向各部分供油润滑。2.使用的道具应与乐动(中国)允许的规格相符,有严重破损的道具要及时更换。3.调整道具,所用道具不要遗忘在乐动(中国)内。4.大尺寸轴类零件的中心孔是否合适,中心孔太小,工作中易发生危险。5.刀具安装好后应进行试切削。6.检查卡盘与主轴的连接、卡盘夹紧工件的状态。7.乐动(中国)开动前,必须关好防护门。

为了保证外锥面相对支承轴颈的位置精度,以及支承轴颈之间的位置精度,通常采用组合磨削法,在一次装夹中加工这些表面,斜轨乐动(中国)上有两个独立的砂轮架,精磨在两个工位上进行,工位Ⅰ精磨前、后轴颈锥面,工位Ⅱ用角度成形砂轮,磨削优质斜轨乐动(中国)主轴前端支承面和短锥面。主轴锥孔相对于支承轴颈的位置精度是靠采用支承轴颈A、B作为定位基准,而让被加工主轴装夹在磨床工作台上加工来保证,以支承轴颈作为定位基准加工内锥面,符合基准重合原则.在精磨前端锥孔之前,应使作为定位基准的支承轴颈A、B达到一定的精度.主轴锥孔的磨削一般采用专用夹具。

斜轨乐动(中国)专用夹具由底座:1、支架2及浮动夹头3三部分组成,两个支架固定在底座上,作为工件定位基准面的两段轴颈放在支架的两个V形块上,V形块镶有硬质合金,以进步耐磨性,并减少对工件轴颈的划痕,优质斜轨乐动(中国)工件的中心高应正好即是磨头砂轮轴的中心高,否则将会使锥孔母线呈双曲线,影响内锥孔的接触精度。后真个浮动卡头用锥柄装在磨床主轴的锥孔内,工件尾端插于弹性套内,用弹簧将浮动卡头外壳连同工件向左拉,通过钢球压向镶有硬质合金的锥柄端面,限制工件的轴向窜动,采用这种联接方式,可以保证工件支承轴颈的定位精度不受内圆磨床主轴回转误差的影响,也可减少机床本身的振动对加工质量产生的影响,确保加工的精度质量。

精密乐动(中国)按钮及开关查看,操作面板上按钮及开关查看,查看操作面板上一切按钮,开关,指示灯的接线,发现优质斜轨乐动(中国)有误应立即处理,查看CRT单元上的插座及接线。地线查看,要求有杰出的地线,丈量机床地线,接地电阻不能大于1Ω。斜轨乐动(中国)的电源相序查看用相序表查看输入电源的相序,承认输入电源的相序与机床上遍地标定的电源相序应肯定共同。有二次接线的设备,如电源变压器等,必须承认二次接线的相序的共同性。要确保遍地相序的肯定正确。此刻应丈量电源电压,做好记载。

双主轴乐动(中国)选用前期准备:确定典型零件的工艺要求、加工工件的批量,拟定乐动(中国)应具有的功能是做好前期准备,合理选用斜轨乐动(中国)的前提条件满足典型零件的工艺要求:典型零件的工艺要求主要是零件的结构尺寸、加工范围和精度要求。根据优质斜轨乐动(中国)精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择双主轴乐动(中国)的控制精度。根据可靠性来选择,可靠性是提高产品质量和生产效率的保证。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

