
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
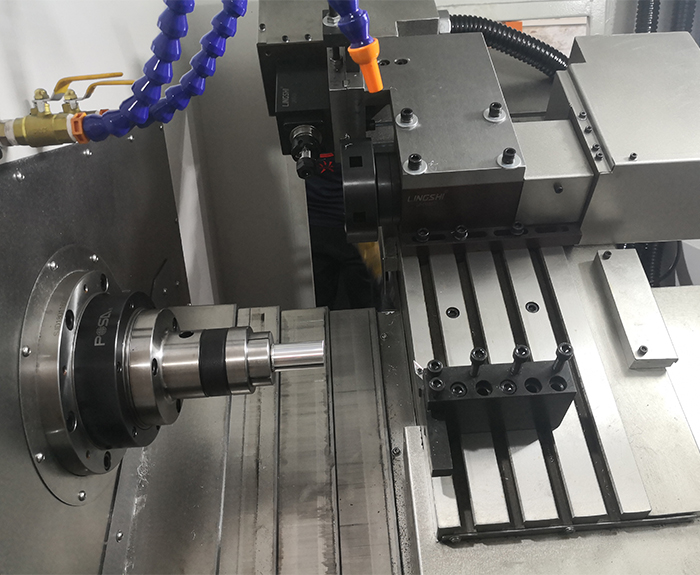
精密乐动(中国)的加工质量受到很多因素的影响,今天,勇创信自动化就来和大家详细说说。尺寸公差:尺寸公差是允许尺寸的变动量。车铣复合中心等于较大极限尺寸减去较小极限尺寸之差,或上偏差减去下偏差之差。精密乐动(中国)精度检验可分为几何精度的检验和形状精度的检验。供应车铣复合中心工作精度是指乐动(中国)在动态条件下,对工件进行加工时所反映出来的机床精度。几何精度是指乐动(中国)在不运转时部件之间,相互位置精度和主要零件的形状精度、位置精度。

为了保证外锥面相对支承轴颈的位置精度,以及支承轴颈之间的位置精度,通常采用组合磨削法,在一次装夹中加工这些表面,车铣复合中心上有两个独立的砂轮架,精磨在两个工位上进行,工位Ⅰ精磨前、后轴颈锥面,工位Ⅱ用角度成形砂轮,磨削供应车铣复合中心主轴前端支承面和短锥面。主轴锥孔相对于支承轴颈的位置精度是靠采用支承轴颈A、B作为定位基准,而让被加工主轴装夹在磨床工作台上加工来保证,以支承轴颈作为定位基准加工内锥面,符合基准重合原则.在精磨前端锥孔之前,应使作为定位基准的支承轴颈A、B达到一定的精度.主轴锥孔的磨削一般采用专用夹具。

安全操作车铣复合中心注意点:工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。供应车铣复合中心的卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。高速切削时,应使用断屑器和挡护屏。

乐动(中国)工作完成后的注意事项:车铣复合中心加工过程中认真观察切削及冷却状况,确保乐动(中国),刀具的正常运行及工具的质量,并关闭防护门,以免铁屑、润滑油飞出。在程序运行中需要暂停测量工件尺寸时,要待供应车铣复合中心完全停止、主轴停转后方可进行测量,以免发生人身事故。关机时,要等主轴停转3min后方可关机。未经许可禁止打开电器箱。
数控车削加工内圆回转体零件加工方案的确定:1、加工精度为IT8~IT9级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型车铣复合中心,按粗车、半精车、精车的方案进行加工;2、加工精度为IT6~IT7级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用供应车铣复合中心,按粗车、半精车、精车、细车的方案进行加工;3、加工精度为IT5、表面粗糙度Ra<0.2μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、精密车的方案进行加工;

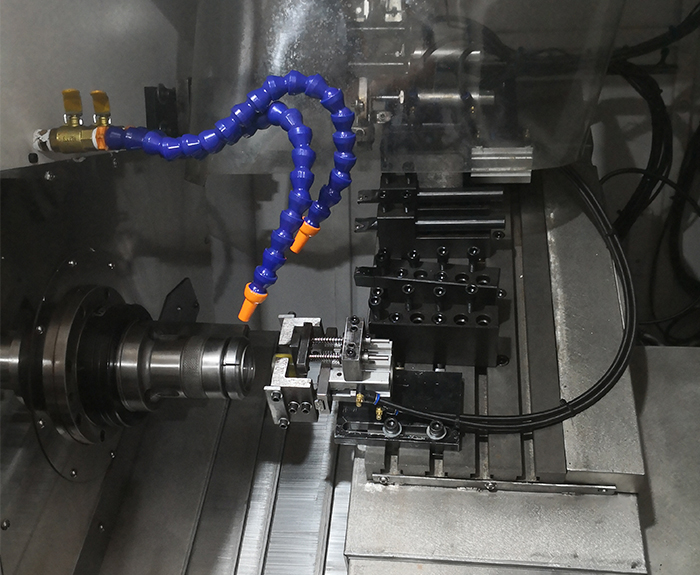
供应车铣复合中心的启动油泵电机,弹性夹头装夹工件,调节液压系统压力、工作压力、夹紧压力、单动作滑动前后拖板并开启自润滑进行润滑,检查主轴箱油路是否畅通。液压车床 工件仿形样件顶在样件架的两*间后,应紧固好样件与*套筒,必须注意*中心线与床身导轨的平行,且不宜将*中心调整过低,以免仿形刀架引刀时刀撞坏工件。车铣复合中心调整压力切勿在各机构运行中进行。液压仿形车床工件毛坯在主轴与尾架间装好后调整仿形加工尺寸,应先将仿形刀架车刀接近工件右端,再移动样件座,然后用调刀手柄调整径向尺寸。选择好各工进速度,调整好行程碰块,试切削直至符合工艺要求。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

