
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

一般应根据车铣复合数控机床零件的加工精度、表面粗糙度、材料、结构形状、尺寸和生产类型等因素来确定零件表面的车削加工方法和加工方案。优质车铣复合数控机床车削加工外圆回转体零件与端面加工方案的选择:1、加工精度为IT7~IT8级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型乐动(中国),按粗车、半精车、精车的方案进行加工;2、加工精度为IT5~IT6级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用精密型乐动(中国),按粗车、半精车、精车、细车的方案进行加工;
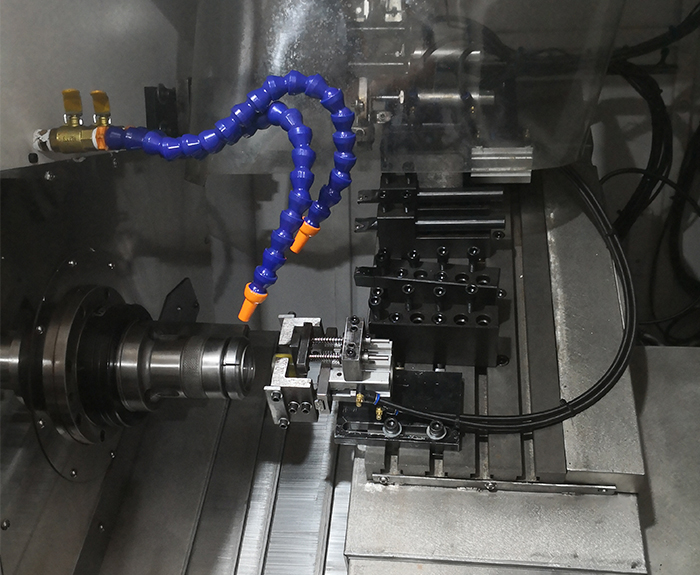
车铣复合数控机床的特点与优势:1、减轻工人劳动强度,改善工作环境。2、一人可看多台,节省人力物力。3、只需人工将工件倒入振动盘等自动送料机构即可完成工件的全自动加工,去除人为情绪等影响。4、优质车铣复合数控机床加工效率高,自动装夹速度快。5、可实现24小时不间断加工。6、适合工件的大批量生产。

因为不同的车铣复合数控机床,不同的材料,不同的切削方法,不同的切削刀具,以及不同的参数设定,正是因为有这么多不同,还决定将优质车铣复合数控机床的数控加工进行到一定程度,无论是在加工还是编程,都是通过很长一段时间才能完成;那么我们如何区分加工程序?这必须基于零件的布局和工艺,以及机床的功能,加工多少CNC零件,合理掌握的情况下的安装和生产安排数量,敏感使用,如果我们想要使用工艺浓度或工艺松弛标准,必须根据实际情况确定,要合理。
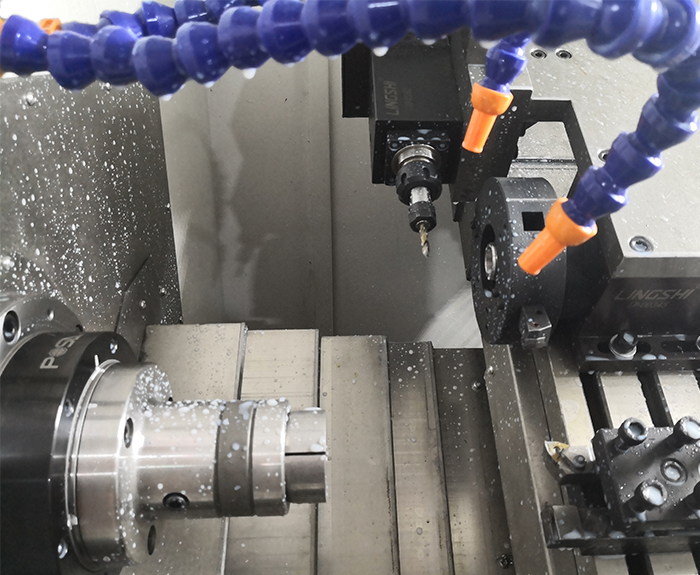
不应随意拆换元器件。有的维修人员在没有确定优质车铣复合数控机床故障元件的情况下只是凭感觉那一个元件坏了,就立即拆换,这样误判率较高,拆下的元件人为损坏率也较高。拆卸元件时应使用吸锡器及吸锡绳,切忌硬取。车铣复合数控机床同一焊盘不应长时间加热及重复拆卸,以免损坏焊盘。更换新的器件,其引脚应作适当的处理,焊接中不应使用酸性焊油。

车铣复合数控机床的现场整齐:1、检查机床各操作手柄是否齐全 开机前。2、整理机床附件、产品、毛坯,摆放整齐 开机前及下班前。优质车铣复合数控机床安全运行:1、检查各防护罩是否牢固,各紧固联接部位有无松动 开机前。2、检查各操纵机构是否灵活可靠 开机前。3、检查机床照明是否完好,电气装置是否灵敏可靠 开机前。4、按设备安全操作规程操作机床 运行中。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

