
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
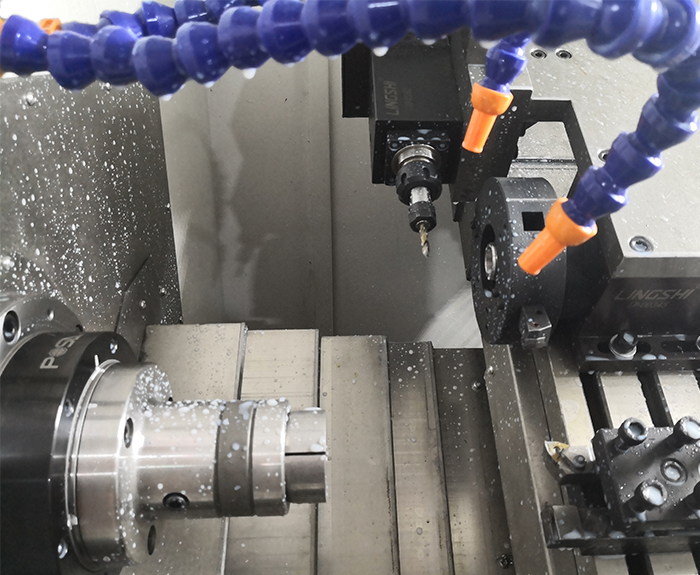
供应线轨乐动(中国)的启动油泵电机,弹性夹头装夹工件,调节液压系统压力、工作压力、夹紧压力、单动作滑动前后拖板并开启自润滑进行润滑,检查主轴箱油路是否畅通。液压车床 工件仿形样件顶在样件架的两*间后,应紧固好样件与*套筒,必须注意*中心线与床身导轨的平行,且不宜将*中心调整过低,以免仿形刀架引刀时刀撞坏工件。线轨乐动(中国)调整压力切勿在各机构运行中进行。液压仿形车床工件毛坯在主轴与尾架间装好后调整仿形加工尺寸,应先将仿形刀架车刀接近工件右端,再移动样件座,然后用调刀手柄调整径向尺寸。选择好各工进速度,调整好行程碰块,试切削直至符合工艺要求。

线轨乐动(中国)电箱查看,翻开电箱门,查看各类接口插座,伺服电机反应线插座,主轴脉冲发生器插座,手摇脉冲发生器插座,CRT插座等,如有松动要从头插好,有锁紧组织的必定要锁紧。按照供应线轨乐动(中国)说明书查看各个印刷线路板上的短路端子的设置状况,必定要符合机床生产厂设定的状况,的确有误的应从头设置,一般状况下无需从头设置,但用户必定要对短路端子的设置状况做好原始记载。接线质量查看,查看一切的接线端子。

安全操作线轨乐动(中国)注意点:工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。供应线轨乐动(中国)的卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。高速切削时,应使用断屑器和挡护屏。

线轨乐动(中国)的工序:可以车削一切黑色金属、有色金属及各种工程等。 机床有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。供应线轨乐动(中国)采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。控制系统具有自诊断及完善的报警功能。自动液压车床能实现零件简单工序的全自动加工,能加工外圆、内圆、切断、端面、割槽、车锥度、钻孔、铰孔、攻螺纹、铣削、磨削等

线轨乐动(中国)日常维护保养:保持供应线轨乐动(中国)外做清洁:1、擦拭机床外表 开机前及下班前。2、擦拭机床外露导轨 下班前。3、清扫机床铁屑及周围地面 下班前。保证机床润滑:1、扳动手油泵手柄数次 开机前。2、对油管润滑不到的滑导部位加油 开机前。3、检查油压是否足够,指针应达到20~25 开机前 。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

