
136-9069-0409
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

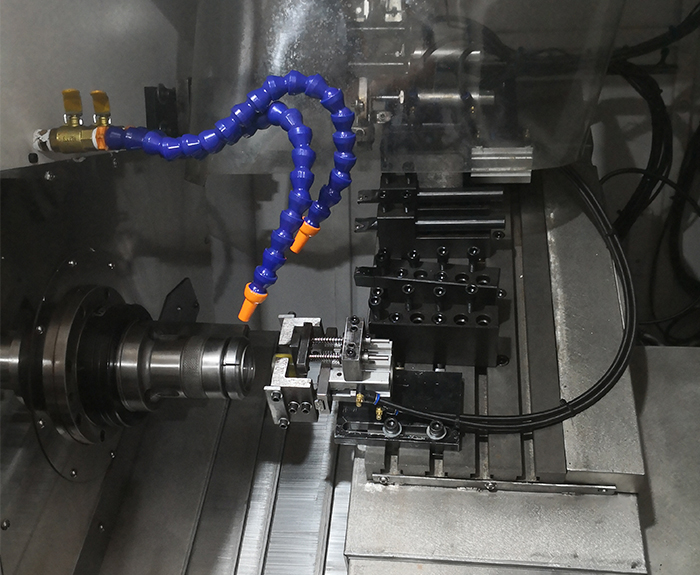
车铣复合中心主轴加工的主要目的是如何保证主轴支承轴颈的尺寸、外形、位置精度和表面粗糙度,主轴前端内、外锥面的外形精度、表面粗糙度以及它们对支承轴颈的位置精度。专业车铣复合中心主轴支承轴颈的尺寸精度、外形精度及表面粗糙度的要求,可以采用精密磨削方法保证要求的达到,磨削前应进一步精基准的精度。

双主轴乐动(中国)选用前期准备:确定典型零件的工艺要求、加工工件的批量,拟定乐动(中国)应具有的功能是做好前期准备,合理选用车铣复合中心的前提条件满足典型零件的工艺要求:典型零件的工艺要求主要是零件的结构尺寸、加工范围和精度要求。根据专业车铣复合中心精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择双主轴乐动(中国)的控制精度。根据可靠性来选择,可靠性是提高产品质量和生产效率的保证。

乐动(中国)机床总电压的接通,接通机床总电源,查看乐动(中国)电箱,主轴电机冷却电扇,惠州车铣复合中心电器箱冷却电扇的转向是否正确,光滑,车铣复合中心的液压等处的油标志指示以及机床照明灯是否正常,各熔断器有无损坏,如有异常应立即停电检修,无异常能够继续进行。丈量强电各部分的电压特别是供CNC及伺服单元用的电源变压器的初次级电压,并作好记载。 调查有无漏油,特别是供转塔转位、卡紧,主轴换档的以及卡盘卡紧等处的液压缸和电磁阀。如有漏油应立即停电修补或替换。

在加工过程中,不允许打开乐动(中国)防护门。严格遵守岗位责任制,乐动(中国)由专人使用,他人使用须经操作者本人同意。工件伸出车铣复合中心主轴箱以外时,须在伸出位置设置防护物。禁止进行尝试性操作。手动原点回归时,注意乐动(中国)各轴位置要距离原点—100mm以上,专业车铣复合中心原点回归顺序为:首先+X轴,其次+Z轴。使用手轮或快速移动方式移动各轴位时,一定要看清楚乐动(中国)X,Z轴各方向“+”、“—”号标牌后再移动。移动时先慢转手轮,观察机床移动方向无误后方可加快移动速度。

车铣复合中心有四种上料模式,即棒料模式、件料模式、手工上料模式、后送件料模式机床所有控制均通过微电脑编程来实现。采用操作面板旋钮方式或按键设定方式来选用各种程序运行模式和各种运行参数。专业车铣复合中心控制系统具有自诊断及完善的报警功能。经装料和调整后,能按一定程序自动完成工作循环,重复加工一批工件的车床。除装卸工件以外能自动完成工作循环的车床称为半自动车床。自动车床可减轻工人体力劳动强度,缩短辅助时间,并可由一人看管多台机床,生产率较高。
特别注意斜床乐动(中国)的7点操作:1.带斜床的车铣复合中心在加工过程中不得移动传动手柄,以免损坏齿轮。2.专业车铣复合中心加工过程中应盖上防护门。3.如果发现任何异常,我们必须集中精力并立即停止,以免损坏设备。4.装卸工件和切割工具时,严禁用重物敲打简易乐动(中国)零件。5.确保在机器停止后测量工件,检查切刀并安装工件。6.严禁操作带手套的简易乐动(中国)。7.当操作员离开斜床NC车床时,必须停止车床的操作。
")
联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
")
关注乐动平台
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fotolovric.com

